SysTech supplies fans and blowers to a diverse customer base and we frequently receive requests from OEMs as well as end users for special designs. We routinely process painted carbon steel fans but this past month we addressed requests for three differing stainless steel finishes that I wanted to share. Each fan with unique application requirements, all requiring differing surface treatments to meet the client’s expectations.
Fan manufacturers have their standard paint which is applied with surface preparation as dictated by their paint supplier. Carbon steel fans, whether stitch welded or continuous weld, are typically coated with some type of paint after a surface treatment which might be a wire brush, bead blast or iron phosphate wash. Available paint options are numerous, including enamel, inorganic zinc, epoxy, coal tar epoxy or modified silicone-alkyd resin enamel.


STAINLESS STEEL FAN and BLOWER FINISHES
This application was for general room exhaust in a wastewater treatment plant. Although not an issue in this case, we have found that stainless steel fans do not meet expectations unless we qualify what to expect before the fan arrives. Performance is met in all cases, but cosmetics can sometimes fall short of expectations. The discoloration and or evidence of manual cleaning are unexpected by the uninitiated client and therefore a sense of dissatisfaction arises. Stainless steel is typically required for corrosive or cleanliness applications and include type 304, 306 and 306L stainless. When welding stainless steel, oxidization discoloration is noticeable at the joining surfaces and depending upon location can be difficult to remove. Weld spatter is also expected and typically is cleaned manually. Depending on the appearance or application requirement, they may be wire brushed, ground or chemically etched. The amount of discoloration and splatter is determined by welding experience, welding process employed and complexity of the part being produced.


GLASS BEAD BLAST FINISH
Knowing that stainless steel fans show oxidation and manual cleaning marks, SysTech will most commonly recommend a glass bead blasting finish for applications for an OEM product when asked to provide a continuous finish without obvious cosmetic defects. Glass bead blasting provides a uniform, non-directional finish and can be processed manually or automatically depending on the quantity of products being processed, skill set of the operator and size of the pieces.
Bead blasted fans and blowers have a great appearance in an OEM piece of equipment which is required to look new and unblemished. This is a case where aesthetics is equal to performance.


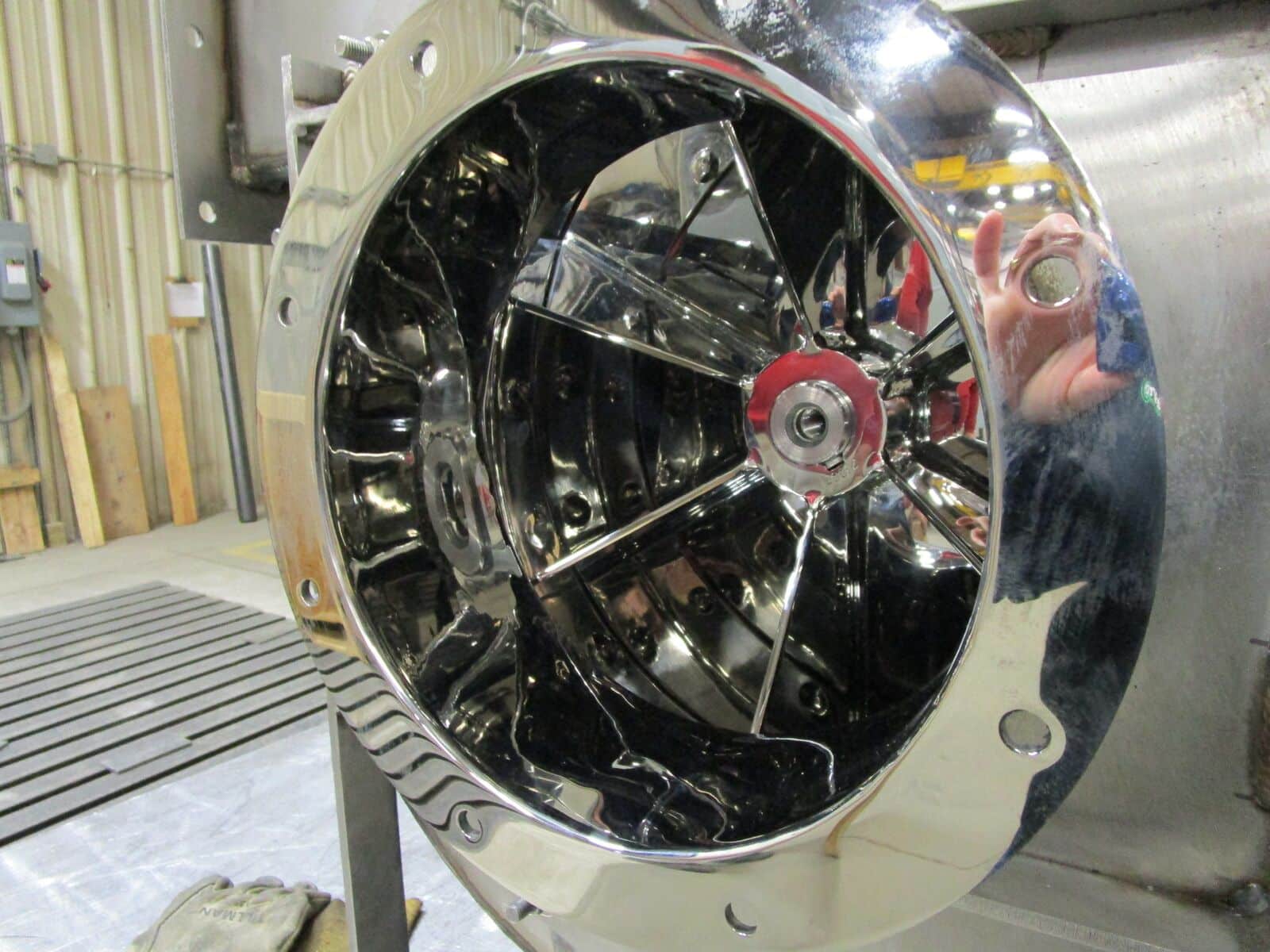
MIRROR FINISH AND POLISHES
When a supplier of food grade stainless steel systems came to us for a fan, we supplied a blower with an exterior bead blast and an interior mirror finish. A “wash-down” requirement, the need to be cleanable without crevices and points within the fan for build-up of residual products mirror finish is the way to go. Initially the fan or blower goes thru a hand cleaning and mild grinding before submitting to an electropolishing process. Electropolishing is an electrochemical process that polishes, passivates and deburrs metal parts by removing a minute layer of the metal surface which removes impurities. It has two important results, a cosmetically improved fan and an ultra-passive surface protected from rust.

Another more common finish requests for stainless fans is a 2B. No. 2B matte finishes are considered the most cost effective of the non-blasting stainless steel finishes.
Common industries and applications for this style finish include:
- Chemical plants equipment
- Pulp and Paper equipment
- Pharmaceutical equipment
Again, selecting the materials of construction or final treatment of metal surfaces is dictated by the air stream, the materials being conveyed in the airstream, the general environment in which the equipment is located and for some, cosmetics.
What finish do you need? Let us know and we’ll offer options because final price does vary with technique applied.
